CNC turning parts material including copper, aluminum, stainless steel (SS304 SS316 SS316L). According to your drawing we can offer customized precision cnc turning parts. You can send your request to email:cnc@kemaipumps.com
Precision CNC Turning Parts History And Development:

Precision CNC Turning Parts 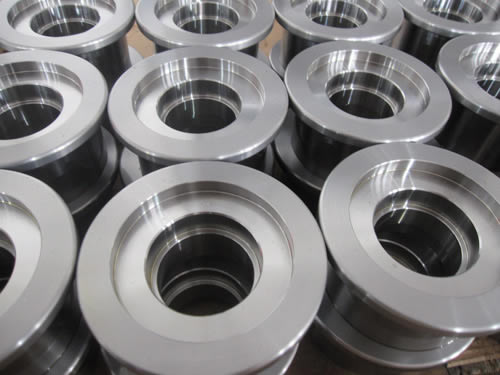
Precision CNC Turning Parts Manufacturer In China
In 1908, interchangeable data of thin metal sheets with empty holes appeared.
In 1938, the Massachusetts institute of technology studied the rapid computation and transmission of data. Laid the foundation for modern computer control. CNC technology and machine control closely combined.
In 1952, the first CNC lathe manufacturing success, is a major event in industrial history.
In modern industry, CNC lathe machine, CNC milling machine are widely used in China. More easily to achieve a large number of metal parts turning processing.
CNC Turning Features:
1:Strong versatility, high production efficiency, higher precision turning. Workers have low labor intensity.
2:Suitable for complex parts processing.
3:Mass processing is easier.
Customized CNC Turning Parts Preparatory Work

Customized CNC Turning Parts 
CNC Turning Parts Manufacturer
1.Analyze parts drawings, determine technical requirements and processing contents.
2. Dermine the coordinate origin position of parts. Normally, the Z coordinate axis is the center of rotation of the part, and the X coordinate axis is in the right plane of the part.
3. Determine the processing steps: first determine the starting point of the tool.
Normally, the starting point is also the end point.
Starting points need to be easy to install and inspect parts.
Redetermine the finishing, fine processing steps.
Ensure accuracy and surface fineness, try to complete the parts processing with the shortest processing route.
Finally determine the replacement tool location.
The tool may or may not coincide with the starting point.
4. Cutting thickness: spindle speed S, feed F and back feed P.
Spindle speed S is generally 30~2000RPM, according to the parts material (roughness machining and precision machining cnc turning parts) to choose the appropriate speed;
F is generally 0~15000mm/min, 70~100mm/min is adopted for fine processing, and 1~70mm/min for fine processing.
Fast movement is 100~2500mm/min.
Fine processing is generally less than 2.5mm, fine processing is 0.05~0.4mm.
5. according to the shape and accuracy of the parts to choose the tool.
6. Processing program can be programmed manually or automatically.
High machining process, complete parts machining.
Precision CNC turning parts program format and instructions
Program format is the program written rules, including machine tool requirements to perform a variety of functions, motion parameters and process data.
The program format is as follows:
N * * * G * * * X * * * * * * (U + ) Z + * * * R * * L * * D * * * * * S * * T F * * M * * (* represent Numbers)
G — preparation function, specified action mode, range 00-99.
X, Z — absolute coordinate motion instruction, range 0~+-9999.99mm.
U, W — relative coordinate movement command, range 0~+-9999.99mm.
R — arc radius, range 0~+-9999.99mm.
L — number of cycles. 00-99.
F — feed speed or lead. Range: 0~15000mm/min, 0.1~65.00mm, 0~99/in.
S — spindle speed, generally 30~2000RPM.